事例紹介 CASE STUDY
記事一覧
1~12件を表示/全38件
-
アクリルレーザー加工

- 業種
- その他
- 材質
- アクリル
- 加工
-
タッチレス金具
- 業種
- その他
- 材質
- 銅
- 加工
-
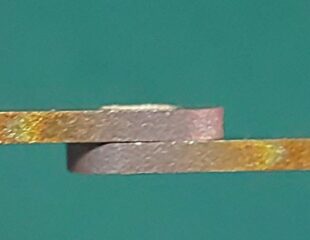
タフピッチ銅同士のスポット溶接(プロジェクション溶接)に成功しました!
- 業種
- その他
- 材質
- 加工
-
球体加工
- 業種
- その他
- 材質
- アルミ系
- 加工
-
フランジ加工 SGCC t1.2
- 業種
- その他
- 材質
- SGCC
- 加工
- フランジ加工
-
絞り加工+3次元レーザーカット SUS304 t0.8
- 業種
- その他
- 材質
- 加工
- 絞り加工
-
アルミジャバラ放熱板 A1050 t0.3
- 業種
- その他
- 材質
- アルミ系
- 加工
- 曲げ加工
-
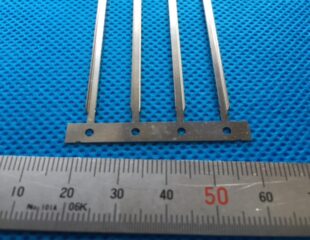
エッチング曲げ加工 SUS301-CSP-H t0.1
- 業種
- その他
- 材質
- 加工
- エッチング曲げ加工
-
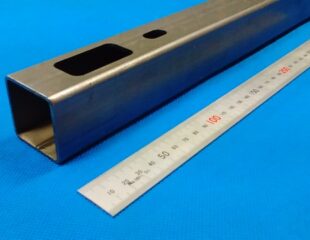
パイプ加工
- 業種
- その他
- 材質
- ステンレス系鉄系(そのほか)
- 加工
- パイプ加工
-
アルミ溶接加工品 A5052 t1.0(黒アルマイト処理)
- 業種
- その他
- 材質
- アルミ系
- 加工
- 曲げ加工
-
ロウ付け加工
- 業種
- その他
- 材質
- 鉄系(そのほか)
- 加工
- ロウ付け加工
-
パンチングメタル 曲げ加工
- 業種
- その他
- 材質
- パンチングメタル
- 加工








取り扱い設備について
詳しく見る